A guide to sizing injection molding machines

By Jason Holbrook
Regional Sales Manager,
Absolute Haitian Corp.
Injection molding machinery suppliers often receive requests for quotes asking for pricing based on the tonnage of the machine only. When asked for more details, the buyer might respond, “I just need a 1,000-ton quote.” Better to consider the molding machine as two separate pieces — the clamp unit and the injection unit — and dig into the details to help ensure you purchase the best configuration for your needs.
Start with the Clamp
The clamp has tons to consider. Yes, that pun was intended. Beyond just clamp tonnage, other important factors are tie-bar spacing, minimum mold height, maximum mold height, stroke and daylight.
Let's look at the types of clamp design. The toggle clamp is a time-tested design that has been around for decades, as has the clamp design based on a hydraulic ram. Over the last 20 years, the industry developed the two-platen machine, which for practical purposes has replaced the hydraulic ram. Last is the C-frame clamp design typically employed by vertical machines; it has more recently been seen in horizontal machines but only those offered by one supplier. The most common clamp designs are toggle and the two-platen.
Tonnage is presented by manufacturers in three ways: kilonewtons, metric tons and U.S. tons. Asian suppliers typically refer to kilonewtons, whereas European suppliers will discuss metric tons and U.S. suppliers and customers talk about U.S. tons. A metric ton is basically a 10th of a kilonewton. A U.S. ton is going to be 10 percent more than a metric ton.
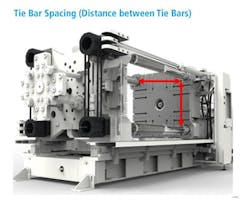
An important factor to consider is tie-bar spacing. Today’s molders are trying to put big molds into clamps. Don’t forget about minimum mold height, maximum mold height, stroke and daylight to ensure the largest mold you plan to run will fit comfortably in the machine.

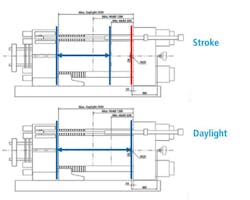
One of the mistakes many molders make is to misunderstand stroke vs. daylight. Stroke is the dimension from either the minimum mold height or the maximum mold height, to the most open position of the moving platen. Daylight is the dimension of the face of your fixed platen to the face of the moving platen in its most open position. Stroke and how it is referred to changes depending on whether you are talking about a toggle machine or a hydraulic cylinder machine.
Sizing the Injection Unit
The injection unit is often an afterthought when it comes to quoting machines. Factors to consider include material type, fillers in the material, the molded shot size, the cycle time, the residence time, the injection plastic pressure, screw recovery time and screw geometry.
Unless otherwise specified, most machine manufacturers quote their molding machines with a general purpose (GP) screw. But many applications should be using a mixing screw, and sometimes, a barrier mixing screw.

We are often asked, “My total shot weight is 100 ounces. Does this mean I need a 100-ounce shot?” No! Here are some of the common rules of thumb that you should use in specifying the injection unit.
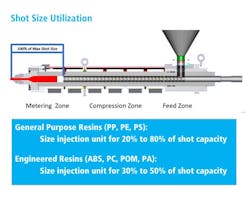
Considering the maximum shot size of any given injection unit, general-purpose resins like PP, PE and PS will run best if the shot size is 20 to 80 percent of the injection unit’s shot capacity — the 20/80 rule. Engineered resins like ABS, PC, EOM and nylons will run best if the shot size is somewhere between 30 and 50 percent of shot capacity.
What happens if you purchase a machine and the screw and barrel are too small for the application? You overutilize the injection unit. When processing, the residence time may be too short, restricting the homogenized melt; recovery time may exceed the cooling time and you’re wasting precious cycle time.
How about when you purchase an injection unit that is too large for the minimum shot size required? You underutilize the injection unit. This may result in shot inconsistencies since the ratio of material from the seating of the check ring to shot size will result in inconsistent shot weights. A certain amount of material is required to set the check ring. As shot utilization goes down, the effect of the check valve on the material flow goes up. Additionally, you might end up with residence time that is too long, causing the material to degrade.
Volumetric metric capacity is the right way to specify the injection unit and compare suppliers. Tackle this analysis carefully to account for the type of material used by your application. Most molding machine manufacturers present injection unit specifications based on PS. But the performance data will be different for other materials.
For example, a screw with 9,698 cubic centimeters of volumetric capacity will process 8,825 grams of PS at 26,397 PSI. This is based on the material’s melt factor of 0.91 gram per cubic centimeter.
Say you are molding PP, though, with that same screw. PP has a melt factor of 0.73 gram per cubic centimeter. To reflect the true performance specifications using PP, take the volumetric capacity of 9,698 cubic centimeters, multiply it by a melt factor of 0.73 gram per cubic centimeter of PP, and you have 7,079 grams of processable weight, not 8,825 grams. There is a loss of almost 20 percent in injection capacity between the PS-based specification sheet data versus the performance you will experience using PP. This is significant, especially when you consider materials that apply to the 20/80 rule. You might need to move up an entire injection unit size to maintain the proper injection pressures, proper screw recovery time and proper residence time.
Here are some key takeaways:
Analyze the clamp specifications and the injection unit specifications of the molding machine under consideration separately.
Beyond just clamp tonnage, review other important factors such as tie-bar spacing, minimum mold height, maximum mold height, stroke and daylight.
Injection unit specs are just as important as clamp specs.
Target 20 to 80 percent shot capacity for applications using general-purpose resins but a 30 to 50 percent shot capacity for engineered resins.
Always remember to adjust your calculations for the right output factor of the material that you'll be running and then adjust your specifications properly for the calculated shot size.
