E-Multi auxiliary injection units make way for more molding projects for Welp

Have you found an innovative equipment solution to a plastics processing challenge? Let us know.
Problem: The need to convert one-shot injection molding machines to two-material capabilities had a car-parts maker scrambling for space.
Solution: Flexible mounting options made Mold-Masters' E-Multi auxiliary units a perfect fit for making two-component bumpers.
By Karen Hanna
When the demands for making a bumper for a sports car known for its agility required a flexible approach, a European manufacturer steered its attention to Mold-Masters. The companies’ winning strategy could help other molders negotiate in tight spaces.
The customer — a premium German sports car brand that declined to be named — wanted a second material for venting, said Eugen Gaus, head of the toolroom for the Welp Group’s Farmingtons Automotive division, based in Georgsmarienhütte, Germany. Adding a press with two-injection capabilities — known as 2K — would have been prohibitively expensive, so he said he looked into installing auxiliary units that could each contribute one additional shot.
“It was since the last years my idea to make this, to have a second or additional injecting unit for this 2K application with our machines here because there are very big machines, 1,000-ton machine and a 3,200-ton machine,” he said.
Mold-Masters' E-Multi auxiliary units seemed an attractive option because they can inject relatively heavy shots and use different screws depending on the application. According to a Farmingtons press release, “product quality and reliable, repeatable processing is critical to us.”
But with such big machines — with clamping forces of about 1,100 and 3,500 short tons at plants in Germany and Romania — space is at a premium. How could Farmingtons squeeze in more equipment?
That’s where Andreas Gross, Mold-Masters' E-Multi project manager in Europe, came in.
“I like to work with the moldmaker who knows about doing mold adaptations with an injection unit in a different style than the standard one,” Gross said. “It was about supporting our unit in an angled position next to the mold, in a very special way. … The unit was positioned exactly between the mold and injection machine’s tie bars, which was not that easy.”
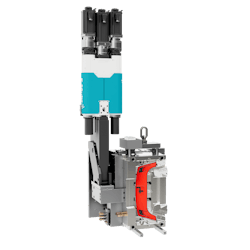
To compensate for space restrictions on the non-operator side of the machines (IMMs), Farmingtons and Welp installed an E-Multi unit vertically, at a 90-degree angle to each of the big presses. Resin enters the mold on the side, Mold-Masters Product Marketing Manager Jordan Freise said.
At Farmingtons' facility in Germany, the company used a special U-shaped link between the E-Multi injection unit and Mold-Masters Fusion Series G2 hot runner to accommodate the second shot.
According to Freise, Farmingtons' E-Multi unit — a model called an EM4 — can produce a maximum shot of 17 ounces. Overall, Mold-Masters' five E-Multi models have a shot-size-capacity ranging from 1.5 ounces to 42 ounces.
He explained that multiple E-Multi injection units can be installed on an IMM, with each capable of injecting an additional shot per cycle. For even greater flexibility, users can easily move the units from one IMM to another.
“In case of Farmingtons, it was such a case, not a standard mounting situation, and I found that Eugen [Gaus] is very familiar with doing molds and adaptations in a special way,” Gross said.
Not only can E-Multis be fitted on machines in tight spaces, they also have the flexibility to be used in multiple ways.
Users can mount the E-Multis to the mold, as Farmingtons has done, or vertically or from the side of the IMM, Freise said. Other custom positions also are possible.
In contrast, Freise, said, “If you were to get just a standard one from a machine manufacturer, it's in one place, so, you can’t reuse it for other applications.”
The auxiliary units can be used with hot-runner systems from multiple brands.
“What this allows you to do is easily and economically convert your single-shot injection machines, your existing machines, over to multimaterial,” Freise said. “As opposed to replacing the entire machine, you can just add one of these, and now it becomes multishot, whether it be 2K, 3K, 4K, whatever it's going to be, so it can do a whole range of applications.”
In all, implementation of the custom solution took only a few months, Gaus said.
With that flexibility, Farmingtons has been able to put its new 2K capabilities in high gear.
“For us, it was the best case to make this directly on the tool,” Gaus said. “Because we build so many tools and they are all so different, it's very difficult to have the position, a fixed position, on the machine and then fit every tool to this position. … That means we have to find a solution to make the adaptation of this injecting unit on several sites, maybe from the operator side or non-operator side or on the top because it’s dependent on the machines.”
Having begun working with Mold-Masters in 2000, Farmingtons sees no reason to pump the brakes.
“We have several projects for this same unit; we have different molds where we can use this injection unit,” Gaus said.
With the E-Multis, Welp already has won new work.
“When we will have the next project or maybe another application, I will also go this way to use the E-Multi,” Gaus said.
Contact:
Mold-Masters, Georgetown, Ontario, 905-877-0185, www.moldmasters.com
About the Author
Karen Hanna
Senior Staff Reporter
Senior Staff Reporter Karen Hanna covers injection molding, molds and tooling, processors, workforce and other topics, and writes features including In Other Words and Problem Solved for Plastics Machinery & Manufacturing, Plastics Recycling and The Journal of Blow Molding. She has more than 15 years of experience in daily and magazine journalism.