Profile extruder Veka going strong with high output, ingenuity
The residential housing market is in recovery in the United States and it seems that the credibility of PVC profiles ("vinyl" profiles) in the commercial construction industry will continue to grow.
This is welcome news to those who are involved in the extrusion of profiles for the construction industry. To be a converter that extrudes profiles used in the window and door market is not for the faint of heart, especially during the Great Recession. Beyond that, John Q. and Jane Q. Public don't

really appreciate the technology involved in morphing simple PVC resin into feet-long profiles that can have intricate internal honeycomb configurations and that must withstand extreme weather depending upon their final construction destination. Then there is the perception of PVC, especially in the unforgiving mass media and among certain environmental groups where "vinyl" has taken a beating.
The American Architectural Manufacturers Association (AAMA), Schaumburg, Ill., addresses the misconceptions that have plagued PVC building products. Contractors and consumers initially regarded PVC building products with skepticism when they first appeared on the U.S. market, according to AAMA. The material has come a very long way, now highly engineered, thanks in large part to the advances in material and machinery.
Into 2015, though, converters are past the really rough period and have been upgrading or expanding in machinery and tooling. According to Freedonia Group Inc., Cleveland, plastic doors and windows will see the fastest gains through 2016, advancing nearly 12 percent per year to $9.8 billion. Energy Star 6.0 is out now, too, and vinyl windows and doors have very favorable characteristics when it comes to energy efficiency and recyclability.
At Veka Inc., Fombell, Pa., officials are confident. The company, owned by Veka AG, Sendenhorst, Germany, is making these profiles on more than 50 extrusion lines at its headquarters facility just outside of Pittsburgh. The site is command central for Veka's North American operations and the vertical integration is embodied here.
When it comes to participating in this market, barriers to entry are very high. Once you're in, differentiating oneself from other players can be like saying your vanilla ice cream is better than another company's vanilla ice cream. Or, sticking with the food analogy, a hot dog.
"The key was that we didn't take the chili off the hot dogs," says v, commenting on how the company maneuvered itself through the housing crash and recession.
That meant tailoring services such as design and testing for customers.
"Those services are particularly important to smaller customers," he says.
The Need for Speed
The workhorse extrusion lines in Veka's main facility in Fombell represent a mix of primary equipment from makers like KraussMaffei Berstorff, Battenfeld Cincinnati and Weber. To reveal the amount of extruded profiles produced annually would be too much to tell its competition.
What Veka is known for, however, is innovating with Super High Output (SHO) extrusion in the early 1990s; that then lead to Ultra High Output (UHO). SHO enabled dual-strand extrusion (two similar die shapes) from a single machine. UHO means that two dissimilar die shapes can be extruded.
Innovation here still is in the line speeds — how quickly and efficiently those lines can produce the profiles, and that has to do in large part with the co-rotating twin screw technology within the extruders. It is proprietary technology, though. The only screws that are available to photograph hang from the ceiling, a model of twin screws that greets visitors in the lobby. Dr. Werner Schuler, Veka AG's COO in Europe, advises Veka Inc. on screw design.

"The goal is to stay within our existing extrusion footprint and increase output," says Joe Peilert, president and CEO of the North American operations.
"We have to be very careful in our investments," says Erik Shay, vice president of operations and COO. "There is a neat combination between the global core technology and American ingenuity."
The calibration used on the lines varies, depending on whether the profile is hollow or solid. Typically, wet calibration is used on hollow profiles and dry calibration is used on solid profiles.
To accommodate the increases in line speed, officials have added 70,000 square feet of warehouse space. They need somewhere to store all this material that will eventually go into houses and commercial properties.
Withstanding the Elements
As you drive onto Veka's campus in Fombell, you go over the rail spur. This is where the resin is delivered by train from the Gulf. PVC is the major ingredient and two silos have been added within the last two years.
Inside, there is what is known as the Compounding Tower. In the state-of-the-art complex, four employees were overseeing operations, controlling the recipes that automatically are sent to a majority of the extruders. The compound is fed into the hopper — the blending hoppers closely monitored for compound consistency and temperature variations that may impact the final product. Veka's vinyl compound is 85 percent PVC and 15 percent micro ingredients. Seven micro ingredients are added to the PVC in Veka's in-house compounding operations. The micro ingredients include heat stabilizers, impact modifiers, UV stabilizers and processing aids. Depending on the color needed for the profile, Veka either uses almond color pigment for light beige or titanium dioxide for white profiles. Calcium carbonate is used as a filler to increase impact and tensile strength for the finished profile. Veka has nearly 50 active formulas. Shay says Veka will offer what the customer wants.
"We won't try to force them into the color we want to run," he says. "It's part of what we do to remain competitive." There are a handful of gravity-fed extrusion lines where products like weatherstripping are made.
For its green initiatives and sustainability, Veka uses a technology called DualEdge. It reclaims its own extrusion startup material and runoffs, pulverizes it into chips and uses it for DualEdge PVC profiles. Some of Veka's profiles for the deck market are made with this material.
Backward and Forward:
Integrate to Compete
In a tooling operation that supplies all of Veka's North American operations, workers at the Fombell plant stay busy. Like the amount of profiles coming off the extrusion lines, the number of tools produced and maintained here is confidential. To disclose that information would make it easy for competitors to discover Veka's capacity in that area.
"We will manufacture brand-new tools and repair and maintain the tools we have," says Shay. The initial work is done by CAD. The drawings are downloaded to wire EDM, automated milling and machining tools that create the dies and calibration systems required for extrusion. Final touches are completed by hand by skilled tool and die makers who come through Veka's apprenticeship program.
But the tooling details are critical. There are the profiles that have the honeycomb inner web — that interior configuration builds strength and stability into the profile, a necessary characteristic for the parts used to build doors, windows, fence and railing. Precise engineering of mandrels within the tool means everything as they push the material to the outer edge.
"Our strategy is to build longer lasting tools," says Shay. That means using higher grades of steel and coatings.
Although the cleaning of the tools is done primarily by hand or power washing, there is an opportunity to invest in ultrasonic cleaning, says Shay.
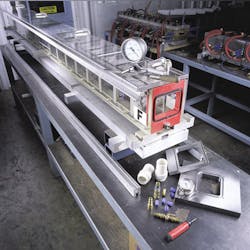
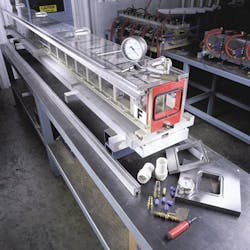
Elsewhere in the facility, officials are preparing to install two lamination lines. The profiles will be laminated to apply wood grains and foils, a trend in the market. In another area, fabrication is taking place. This is where the profiles are joined with all the hardware and glass and built into the functioning window or door. The products are tested here, too — Veka operates a certified test facility where the products undergo hammering by simulated rain and wind. The products must meet air, water and structural performance criteria established by the major building codes and then testing is carried out through Architectural Testing Inc., York, Pa.
"Once a new window is designed, we make sure the product performs the way it was intended," says Shay.
Angie DeRosa, managing editor